Liquid cooling plates are becoming critical in AI servers, EV battery systems, power electronics, and high-performance communication equipment. But for procurement managers, the real challenge is not simply finding a supplier who can machine aluminum.
The real question is: can the supplier control flatness, burrs, hole accuracy, sealing surfaces, and batch consistency from prototype to production?
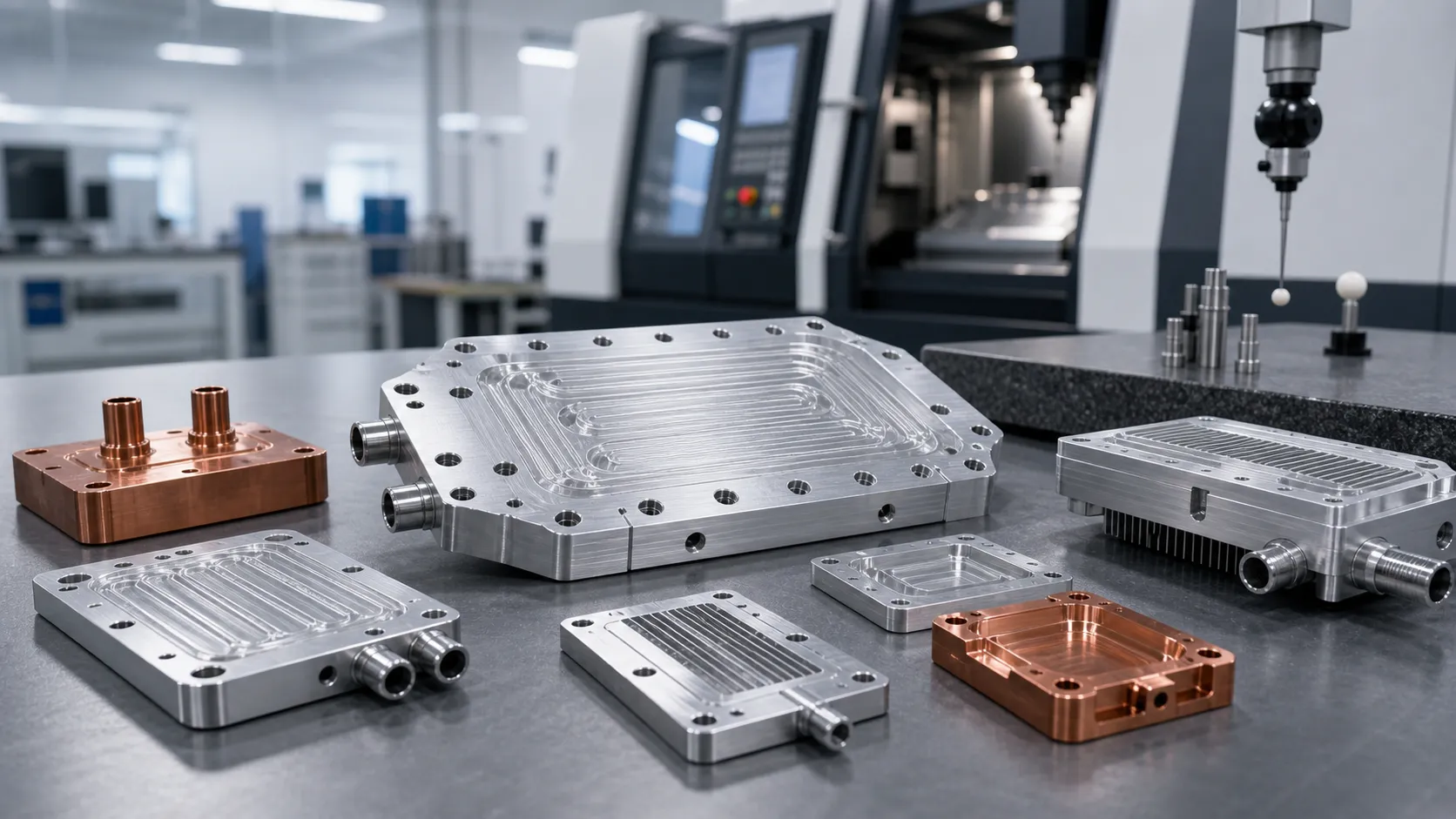
A cold plate may look simple from the outside. In production, it is a functional thermal component. Small machining issues can affect contact area, coolant flow, sealing reliability, assembly pressure, and long-term system stability.
A typical CNC machined liquid cooling plate may include thermal contact surfaces, milled flow channels, mounting holes, sealing grooves, threaded ports, and thin-wall aluminum areas. Each feature has a different manufacturing risk.
For example, a flat contact surface affects heat transfer. Channel edges affect coolant flow and cleanliness. Hole position affects assembly. Burrs may create sealing or contamination risks. Thin aluminum sections may deform after machining if fixturing, toolpath, and stress control are not planned carefully.
This is why buyers should not evaluate a supplier only by price or machine list.

Before placing an RFQ, a procurement manager should ask:
These questions help separate a general machine shop from a production-ready CNC machining partner.
For liquid cooling plates, flatness often has more impact on thermal performance than buyers expect. If the contact surface is not stable, the real contact area between the cold plate and the heat source may be reduced. This can affect thermal transfer even when thermal interface material is used.
However, tighter is not always better. Overly tight flatness requirements across the entire plate can increase cost and machining difficulty. In some designs, local flatness around the actual contact area may be more practical than applying the same tight requirement to the full plate.
A good supplier should help buyers understand which surfaces truly need tight control and which specifications may be unnecessarily expensive.
For thermal management parts, burrs are not just cosmetic defects. Burrs near channels, sealing grooves, threaded holes, or mounting surfaces may affect assembly, coolant flow, cleanliness, or sealing reliability.
This is especially important for parts used in AI server liquid cooling, EV battery thermal management, and power electronics cooling modules.
A strong CNC machining supplier should define burr-sensitive areas before production and apply suitable deburring, edge control, cleaning, and inspection methods.
Many suppliers can produce one good sample. The bigger challenge is keeping the process stable when the order moves into batch production.
For cold plates and thermal management parts, production stability depends on:
At AZ Precision CNC Machining, the focus is not only making the first part. The focus is making the process controllable, repeatable, and suitable for long-term supply.
To get a more accurate quote and reduce engineering back-and-forth, buyers should include:
The more clearly the functional surfaces are defined, the easier it is for the supplier to propose a stable and cost-effective machining plan.
When choosing a CNC machining supplier for liquid cooling plates, do not only ask: “Can you make this part?”
Ask: “Can you control the surfaces, channels, holes, burrs, inspection process, and batch consistency after the prototype is approved?”
For high-value thermal management applications, that is the difference between a sample supplier and a production partner.
Need CNC machined liquid cooling plates or thermal management parts? Upload your drawing for a DFM review and manufacturing risk evaluation.
Q1: What should buyers check when sourcing CNC machined cold plates?
Buyers should check flatness, surface finish, channel edges, burr control, hole position, sealing areas, inspection capability, and batch consistency.
Q2: Why is flatness important for liquid cooling plates?
Flatness affects contact area between the cold plate and the heat source. Poor contact can reduce thermal transfer and create performance variation.
Q3: Is tighter flatness always better?
Not always. Tighter flatness can increase cost. In many cases, local flatness on functional contact areas is more practical than applying very tight flatness to the entire plate.
Q4: Why does burr control matter in cold plate machining?
Burrs around channels, holes, and sealing surfaces can affect coolant flow, cleanliness, sealing reliability, and assembly.
Q5: What makes a CNC supplier suitable for production cold plates?
A suitable supplier should provide process planning, first article inspection, in-process checks, batch sampling, traceability, and clear change control.